기어드모터 내부의 기어
동력 전달 방법 중의 하나이고 높은 효율을 전달할수 있는 것으로는 기어가 있다. 보통의 기어는 스퍼나, 헬리컬기어를 많이 사용하고, 헬리컬기어는 고속 스퍼기어는 저속의 경우에 사용하는 것이 일반적이다. 기어의 치형에도 여러 종류가 있으며 이에 대한 특징과 가공 (치 절) 방법을 알아보고자 한다.
현재 사용하는 기어는 대부분 인볼류트(Involute) 치형을 사용하고 있다. 인볼류트 치형은 간단히 만들기 어렵다 .기어 가공기계는 운동기구 (mechanism)가 복잡하기 때문에 필수적으 로 여러가지 오차가 생기기 쉽고, 작업자의 숙련도나 소재의 품질상태등에도 많은 영향을 받게 된다. 이런 오차 측정시 특수한 측정장치가 필요하다. 인볼류트 기어를 중심으로 당사 의 기어 가공공정과 기준오차 및 측정법 등에 대하여 정리하고자 한다.
기어의 제작공정
일반적으로 기어제작은 아래와 같은 공정을 통하여 진행된다. 기어의 정밀도나 형상에 따라서 추가되거나 생략되는 공정도 있다.
①Gear Spec. 및 도면
②Cutter 선정 , Jig제작
③Blanking, forging
④Normalizing, annealing
⑤재료검사 (Forging flow, Grain size, Hardness etc.)
⑥선삭
⑦치절삭 (Milling, Hobbing, Shaping)
⑧치형 검사
⑨Spline cutting, drilling, tapping
⑩Deburring and finishing
⑪Quenching, Tempering
⑫Cylindrical grinding
⑬Heat treatment
⑭Grinding (lapping, horning)
⑮검사
기어 각부의 명칭
①기초원(Base circle)
인볼류트 곡선이 시작되는 원
②피치원(Pitch circle)
그림에서 보면 기어가 맞물릴 때 두 기어는 항상 두 개의 원을 그리며 맞물린다.
이 원을 피치원이라 부른다.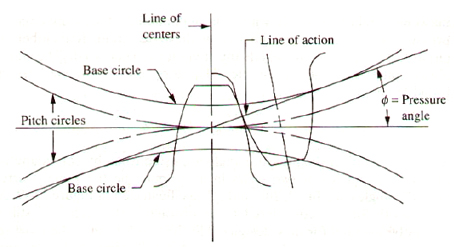
③압력각(Pressure angle)
그림에서 피치원에 접하는 접선과 두 기어의 작용선 (Line of action)이 이루는 각이 압력 각이다. 이 각은 일정한 값을 갖으며 압력각이 달라지면 이의 형상도 변화한다.
다음은 각기 다른 압력각을 가진 기어 이의 모양이다.
다음 그림은 기어 이의 각부 명칭을 나타낸 것이다.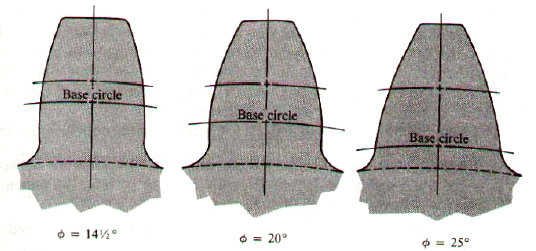
④치선원(Addendum circle)
기어의 이끝을 연결한 원이다. 기어의 외경이다.
⑤치저원(Deddendum circle)
기어의 이 뿌리를 연결한 원이다.
⑥치말 높이(Addendum)
피치원과 치선원의 반경의 차를 말한다. 즉 피치원에서 치선원까지 높이이다.
⑦치원 높이(Dedendum)
피치원에서 이뿌리까지 높이이다.
⑧원주피치(Circular pitch)
피치원 상에 있는 기어 이의 시작점에서부터 다음 기어 이가 시작되는 지점까지 거리이다.
⑨법선피치(Normal pitch)
인볼류트 기어의 특정 단면에서 측정한 기어의 피치를 말한다.
⑩틈새(Clearance)
한쪽 기어의 치선원에서 맞물리는 다른 기어의 치저원 사이의 거리를 말한다.
⑪전치높이(Whole depth)
치말 높이와 차원높이를 합친 전체 이의 높이
⑫유효치 높이(Working depth)
전치높이에서 틈새를 뺀 이의 높이
⑬현치두께(Chordal thickness)
피치원 상에서 직선으로 측정한 이의 두께
⑭백래시(Back lash)
기어가 맞물릴 때 원주 방향으로 이와 이 사이가 벌어진 틈새를 말한다.
백래시는 다 음과 같은 목적으로 사용한다.
㉠치형과 피치 오차
㉡가공조립오차
㉢발열로 인한 기어 이의 팽창
㉣유막형성을 돕기 위해
㉤하중으로 인한 기어 조립 축간의 중심거리 변형을 보정하기 위해
모터뱅크(motorbank1) http://kin.naver.com/profile/motorbank01?p=1, 직접서술
'Mechanical Engineering > Mechanical Engineering' 카테고리의 다른 글
| 여태 사용한 계산기 이야기 (1) | 2013.04.14 |
|---|



